


Click on Link to Download File.
SIEVE ANALYSIS
Sieve analysis is an analytical technique used to determine the particle size distribution of a granular material with macroscopic granular sizes. The technique involves the layering of sieves with different grades of sieve opening sizes. The finest sized sieve lies on the bottom of the stack with each layered sieve stacked above in order of increasing sieve size. When a granular material is added to the top and sifted, the particles of the material are separated into the final layer the particle could not pass.
Commercial sieve analyzers weigh each individual sieve in the stack to determine the weight distribution of the particles. The base of the instrument is a shaker, which facilitates the filtering.
Sieve analysis is important for analyzing materials because particle size distribution can affect a wide range of properties such as the strength of concrete, the solubility of a mixture, surface area properties and even their taste.
AGGREGATE IMPACT VALUE TEST
Scope & significance: Aggregate Impact Value
The aggregate impact value gives a relative measure of the toughness or the resistance of aggregate sudden shock or impact is not proportional to the resistance to a slowly applied compressive load. Aggregate Impact Value
Aggregate Impact Value:
Additives and admixtures are chemicals added to freshly batched concrete to improve the concrete properties for particular construction or landscaping applications. Some admixtures make the concrete set faster or slower, or make it denser, or make it stronger and more durable.
The commonly used admixtures include:
Concrete slump test or slump cone test is to determine the workability or consistency of concrete mix prepared at the laboratory or the construction site during the progress of the work. Concrete slump test is carried out from batch to batch to check the uniform quality of concrete during construction.
The slump test is the most simple workability test for concrete, involves low cost and provides immediate results. Due to this fact, it has been widely used for workability tests since 1922.
The slump is carried out as per procedures mentioned in ASTM C143 in the United States,
IS: 1199 – 1959 in India and EN 12350-2 in Europe.
Generally concrete slump value is used to find the workability, which indicates water-cement ratio, but there are various factors including properties of materials, mixing methods, dosage, admixtures etc. also affect the concrete slump value.
Factors which influence the concrete slump test:
A creation of internal stresses in a structure in order to improve its performance. Such stresses are designed to counter-act stresses induced by external loads. Concrete is strong and ductile in compression, it is weak and brittle in tension, and hence its response to external loads is improved by pre-compression. Prestressed concrete is a type of Reinforced Concrete in which steel has been tensioned against the concrete.
Prestressing Methods
Two different procedures for prestressing concrete were developed:
(a). Pretensioned Concrete
In this method, the prestressing tendons are initially tensioned between fixed abutments and anchored. With the formwork in place, the concrete is cast around the highly stressed steel tendons and cured. When the concrete has reached its required strength, the wires are cut or otherwise released from the abutments. As the highly stressed steel attempts to contract, the concrete is compressed. The stress is imparted via bond between the steel and the concrete.
Pretensioned concrete members are often precast in pretensioning beds long enough to accommodate many identical units simultaneously.
(b). Post-tensioned concrete
In this method, the concrete is cast around hollow ducts which are fixed to any. The steel tendons are usually in place, unstressed in the ducts during the concrete pour. When the concrete has reached its required strength, the tendons are tensioned. Tendons may be stressed from one end with the other end anchored or may be stressed from both ends. The tendons are then anchored at each stressing end.
The concrete is compressed during the stressing operation and the prestress is maintained after the tendons are anchored by bearing of the end anchorage plates onto the concrete.
LOSSES IN PRESTRESSING
The losses are broadly classified into two groups, immediate and time-dependent. The
immediate losses occur during prestressing of the tendons and the transfer of prestress
to the concrete member. The time-dependent losses occur during the service life of the
prestressed member. The losses due to elastic shortening of the member, friction at the
tendon-concrete interface and slip of the anchorage are the immediate losses. The
losses due to the shrinkage and creep of the concrete and relaxation of the steel are the
time-dependent losses.
Compaction is a process of expelling the entrapped air. If we don’t expel this air, it will result into honeycombing and reduced strength. It has been found from the experimental studies that 1% air in the concrete approximately reduces the strength by 6%.
DIFFERENT METHODS OF CONCRETE COMPACTION
There are two methods of compaction adopted in the field as given below.
(A) HAND COMPACTION
Hand compaction is used for ordinary and unimportant structures. Workability should be decided in such a way that the chances of honeycombing should be minimum. The various methods of hand compaction are as given below.
1. RODDING
It is a method of poking with 2m long, 16 mm dia rod at sharp corners and edges. The thickness of layers for rodding should be 15 to 20 cm.
2. RAMMING
It is generally used for compaction on ground in plain concrete. It is not used either in RCC or on upper floors.
3. TAMPING
It is a method in which the top surface is beaten by wooden cross beam of cross section 10 cm x 10 cm. both compaction and leveling are achieved simultaneously. It is mainly used for roof slabs and road pavements.
(B) MECHANICAL COMPACTION
Vibration is imparted to the concrete by mechanical means. It causes temporary liquefaction so that air bubbles come on to the top and expelled ultimately. Mechanical vibration can be of various types as given under.
1. INTERNAL VIBRATION
It is most commonly used technique of concrete vibration. Vibration is achieved due to eccentric weights attached to the shaft. The needle diameter varies from 20 mm to 75 mm and its length varies from 25 cm to 90 cm. the frequency range adopted is normally 3500 to 5000 rpm. The correct and incorrect methods of vibration using internal vibration needles are shown below.
2. EXTERNAL VIBRATION
This is adopted where internal vibration can’t be used due to either thin sections or heavy reinforcement. External vibration is less effective and it consumes more power as compared to the internal vibration. The form work also has to be made extra strong when external vibration is used.
3. TABLE VIBRATION
It is mainly used for laboratories where concrete is put on the table.
4. PLATFORM VIBRATION
It is similar to table vibrators but these are generally used on a very large scale.
5. SURFACE VIBRATION
These are also called screed board vibrators. The action is similar to that of tamping. The vibrator is placed on screed board and vibration is given on the surface. It is mainly used for roof slabs, road pavements etc., but it is not effective beyond 15 cm depth.
Cement is very important binding material. It is mostly used to make cement mortar and concrete. Cement has a property to get hardened and to achieve strength within a short period of a time in presence of water. It is therefore very important for us to know in how much time cement will set and in how much time we will have to use the cement.
When water is mixed with cement, the paste is formed and remains in the plastic state for a first few minutes. During these first few minutes the paste can be mould in any required shape due to its plasticity.Within this specific time reaction continues between cement and water. During this reaction, paste loses its plasticity and gets hardened. Afterward, moulding the hardened paste in the desired shape becomes difficult. This early time of the hardening of cement paste is known as “Setting Time of Cement”.
Initial Setting time of Cement:
The time to which cement can be moulded in any desired shape without losing it strength is called Initial setting time of cement
Or
The time at which cement starts hardens and completely loses its plasticity is called Initial setting time of cement.
For Ordinary Portland Cement, The initial Setting Time is 30 minutes.
Final setting time of Cement:
The time at which cement completely loses its plasticity and became hard is a final setting time of cement.
Or
The time taken by cement to gain its entire strength is a Final setting time of cement.
For Ordinary Portland Cement, The Final Setting Time is 600 minutes (10hrs).
Curing of Concrete is a method by which the concrete is protected against loss of moisture required for hydration and kept within the recommended temperature range. Curing will increase the strength and decrease the permeability of hardened concrete. Curing is also helps in mitigating thermal and plastic cracks, which can severely impact durability of structures
A curing practice involves keeping the concrete damp or moist until the hydration of concrete is complete and strength is attained. Curing of concrete should begin soon after initial setting time of concrete or formwork/shuttering is removed and must continue for a reasonable period of time as per the specified standards, for the concrete to achieve its desired strength and durability
Methods to Cure Concrete
Depending upon the site constraints, type of structure and other material parameters, different methods of curing are adopted at site. Methods of curing concrete fall into the following categories:
Water curing:
Water curing prevents the water loss from the concrete surface by uninterrupted wetting of the exposed surface of concrete. It’s done by spraying or sprinkling water or curing agents over the concrete surface to ensure that the concrete surface is continuously moist. Moisture from the body of concrete is retained from evaporating and contributes to the strength-gain of concrete.
Water curing methods are:

Curing by wet covering

Curing by Fogging

Curing by ponding
Membrane Curing:
Membrane curing lessens moisture loss from the concrete surface by wrapping it with an impermeable membrane. Curing compounds are wax, acrylic and water based liquids. These are sprayed over fresh concreting to create an impermeable membrane this will reduces the loss of wetness from the concrete.
Membrane curing methods are:
Steam curing keeps the surface moist and raises the temperature of concrete to quicken the rate of strength achievement. It is a process done to speed up the early hardening of concrete and mortars by subjecting it to steam and humidity. This method is most commonly used for precast concrete plants where products are mass-produced and the turnaround or striking time of the formwork is very quick.
It is witnessed that at construction sites, curing of concrete is left to the decision and comfort of the unskilled manual worker. Site engineers and supervisors should put additional effort to guarantee that curing is not overlooked at site. They should arrange for the essential resources to retain satisfactory levels of curing, by using best techniques available.
Why Curing of Concrete is Necessary?
01. Water Content of the Concrete Mix:
Water content will have important influences on the workability in given volume of concrete. The higher the water content per cubic meter of concrete, the higher will be the fluidity of concrete, which affect the workability.
Water requirement is mainly associated with absorption by aggregates surface& filling up the voids between aggregates.
However, Adding Extra Water to the Concrete Mix can be Disadvantageous, as Given Below:
The strength of the concrete may get reduced.
More quantity of water comes out from the surface of concrete resulting into bleeding.
Cement slurry also escapes through the joints of formwork resulting into the loss of cement from concrete.
02. The Size of Aggregates:
Workability is mainly governed by the maximum size of aggregates.Water and paste require, will be not less if a chosen size of aggregates for concrete is bigger. Consequently, for a given quantity of water content & paste, bigger size aggregate will give higher workability.
Note: On the site, the maximum size of aggregate to be used will depend upon the many factors such as the handling, mixing and placing equipment, the thickness of section and quantity of reinforcement. Later two are very important.
03. The shape of Aggregates:
The Shape of Aggregates Seriously Influences the Workability of Concrete:
Angular, flaky & elongated aggregate reduces the workability of concrete.
Rounded or subrounded aggregates increase the workability due to the reduction of surface area for a given volume or weight.Therefore, an excess paste is available to give better lubricating effect.
Rounded shape aggregate has less frictional resistance and gives a high workability as compared to angular, flaky or elongated aggregates.
Note: River sand & gravel provide greater workability to concrete than crushed sand.
04. Surface Texture of Aggregates:
The roughly textured aggregates have more surface area than Smoothly rounded aggregates of the same volume. Smooth rounded or glassy aggregates will give better workability than roughly textured aggregates. A reduction of interparticle frictional resistance offered by smooth aggregates also contributes to higher workability.
05. The Porosity of Aggregates:
Porous and non-saturated aggregate will require more water than non-absorbent aggregates. For the same degree of workability, latter will require less water. Overall, this factor is only of secondary importance.
06. Grading of Aggregates:
Grading of aggregates has the greatest influence on workability. The better the grading of aggregates, the less is the amount of void in concrete so well-graded aggregates should be used. When total voids are less in concrete, the excess paste is available to give better lubricating effect.
With excess amount of concrete paste present in the mixture, it becomes cohesive & fatty that prevents segregation of particles & least amount of compacting efforts is required to compact the concrete.
For a given workability, there is one value of coarse aggregate / Fine aggregate ratio, which needs the lower water content.
07. Uses of Concrete Admixtures:
This is one of the commonly used methods to enhance the workability of concrete. Concrete admixtures such as plasticizer and superplasticizers greatly improve the workability.
Air entraining agents are also used to increase the workability. Air entraining agents creates a large number of very tiny air bubbles. These bubbles get distributed throughout the mass of concrete and act as rollers and increase the workability.
Mineral admixtures like Pozzolanic materials are also used to improve the workability of concrete.
08. Ambient Temperature:
In hot weather, if temperature increases, the evaporation rate of mixing water also increases and hence fluid viscosity increases, too. This phenomenon affects the flowability of concrete and due to fast hydration of concrete, it will gain strength earlier which decreases the workability of fresh concrete.

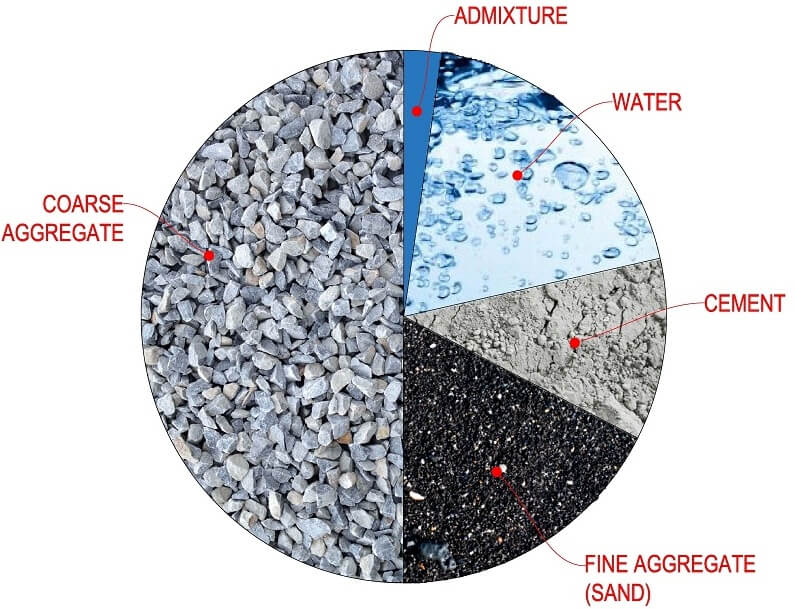
Concrete is a composite material with changeable properties. The ingredients mixing ratio of concrete is variable and depends on the properties of ingredients and mix design. A popular measuring method of concrete ingredients during mixing is by volume. But the weight measuring method is more accurate. However, concrete is prepared by mixing three basic ingredients.
1. Binding material – cement,
2. Aggregate, and
3. Water.
1. Binding material: Most commonly used binding material for concrete is portland cement. Other binding materials used for this purpose, are lime, fly ash, silica fume etc. The selection of cement for concrete is depend on the “cement properties“.
2. Aggregate: Two types of aggregates are used in concrete. Coarse aggregate and Fine aggregate.
Coarse aggregate: Big sizes aggregates in concrete are coarse aggregates. The size of it varies between 1/2″ to 1.5″ depending on concrete mix design. Generally, crushed stone or brick chips are used as coarse aggregate.
Fine aggregate: The smaller size aggregates in concrete are Fine aggregates. The FM (Fineness Modulas) of fine aggregates can be between 1.2 to 2.5 depending on mix design. We use sand as fine aggregate in concrete.
3. Water: The most important concrete ingredient is water. Water can decrease and increase the concrete strength depending on its using. Water just starts and continues the chemical reaction of cement. High water content in concrete mix increases the workability of concrete but decreases the strength. On the contrary, low water content increase the concrete strength but makes concrete less workable.
Other than cement, water and aggregate we add other substances to concrete mixes for the purpose of altering properties of fresh or hardened concrete that is admixture. For specific conditions or circumstances, admixtures may sometimes be necessary to alter specific properties of the concrete.
Most commonly used admixtures in residential concrete construction are-
